
நெகிழ்வு அச்சிடலில், பல வண்ணப் பதிவின் துல்லியம் (2,4, 6 மற்றும் 8 வண்ணங்கள்) இறுதி தயாரிப்பின் வண்ண செயல்திறன் மற்றும் அச்சுத் தரத்தை நேரடியாகப் பாதிக்கிறது. அது ஒரு அடுக்கு வகையாக இருந்தாலும் சரி அல்லது மைய இம்ப்ரெஷன் (CI) நெகிழ்வு அழுத்தமாக இருந்தாலும் சரி, தவறான பதிவு பல்வேறு காரணிகளால் ஏற்படலாம். சிக்கல்களை விரைவாகக் கண்டறிந்து கணினியை எவ்வாறு திறமையாக அளவீடு செய்வது? அச்சிடும் துல்லியத்தை மேம்படுத்த உதவும் ஒரு முறையான சரிசெய்தல் மற்றும் உகப்பாக்க அணுகுமுறை கீழே உள்ளது.
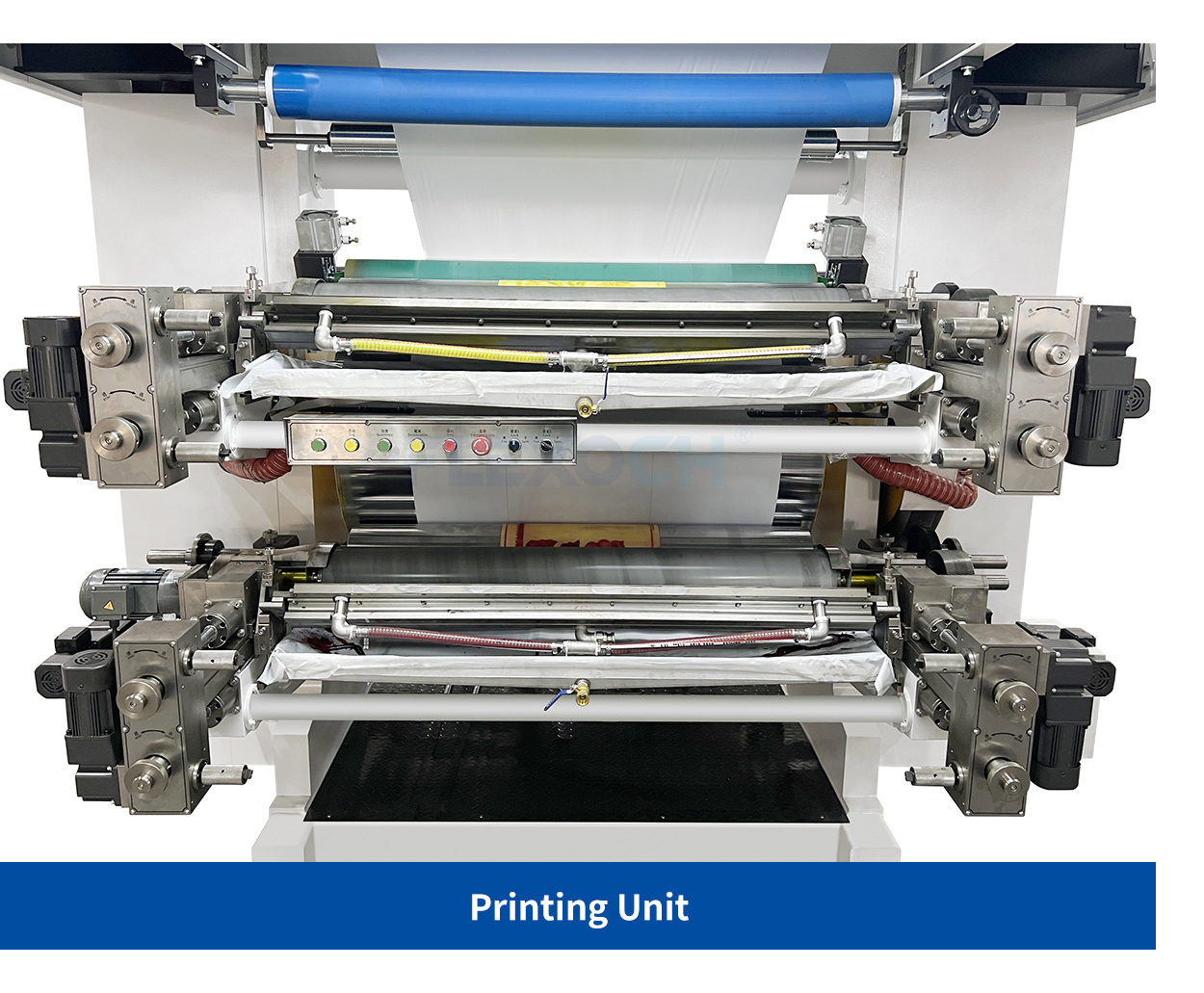
1. அச்சகத்தின் இயந்திர நிலைத்தன்மையை சரிபார்க்கவும்.
தவறான பதிவுக்கான முதன்மைக் காரணம் பெரும்பாலும் தளர்வான அல்லது தேய்ந்த இயந்திரக் கூறுகள் ஆகும். ஸ்டேக் வகை ஃப்ளெக்ஸோ பிரிண்டிங் இயந்திரத்திற்கு, பிரிண்ட் யூனிட்களுக்கு இடையே உள்ள கியர்கள், தாங்கு உருளைகள் மற்றும் டிரைவ் பெல்ட்கள் இடைவெளிகள் அல்லது தவறான சீரமைப்பு இல்லாமல் இருப்பதை உறுதிசெய்ய தொடர்ந்து ஆய்வு செய்யப்பட வேண்டும். சென்ட்ரல் இம்ப்ரெஷன் ஃப்ளெக்ஸோ பிரஸ், அவற்றின் சென்ட்ரல் இம்ப்ரெஷன் டிரம் வடிவமைப்புடன், பொதுவாக அதிக பதிவு துல்லியத்தை வழங்குகிறது, ஆனால் சரியான பிளேட் சிலிண்டர் நிறுவல் மற்றும் பதற்றக் கட்டுப்பாட்டிற்கு இன்னும் கவனம் செலுத்தப்பட வேண்டும்.
பரிந்துரை: ஒவ்வொரு தட்டு மாற்றத்திற்குப் பிறகு அல்லது நீட்டிக்கப்பட்ட செயலிழப்பு நேரத்திற்குப் பிறகு, அசாதாரண எதிர்ப்பைச் சரிபார்க்க ஒவ்வொரு அச்சு அலகையும் கைமுறையாகச் சுழற்றுங்கள், பின்னர் பதிவு மதிப்பெண்களின் நிலைத்தன்மையைக் கண்காணிக்க குறைந்த வேக சோதனை ஓட்டத்தை நடத்துங்கள்.
2. அடி மூலக்கூறு தகவமைப்புத் திறனை மேம்படுத்தவும்
வெவ்வேறு அடி மூலக்கூறுகள் (எ.கா., பிலிம்கள், காகிதம், நெய்யப்படாதவை) பதற்றத்தின் கீழ் பல்வேறு அளவுகளில் நீட்சியைக் காட்டுகின்றன, இது பதிவு பிழைகளுக்கு வழிவகுக்கும். நிலையான பதற்றக் கட்டுப்பாட்டு அமைப்புகளைக் கொண்ட சென்ட்ரல் இம்ப்ரெஷன் ஃப்ளெக்ஸோ பிரிண்டிங் இயந்திரம், உயர்-துல்லியமான பிலிம் பிரிண்டிங்கிற்கு மிகவும் பொருத்தமானது, அதே நேரத்தில் ஸ்டேக் ஃப்ளெக்ஸோ பிரிண்டிங் இயந்திரத்திற்கு, நுணுக்கமான பதற்ற சரிசெய்தல் தேவைப்படுகிறது.
தீர்வு: அடி மூலக்கூறு குறிப்பிடத்தக்க நீட்சி அல்லது சுருக்கம் ஏற்பட்டால், பதிவு பிழைகளைக் குறைக்க அச்சிடும் பதற்றத்தைக் குறைக்க முயற்சிக்கவும்.
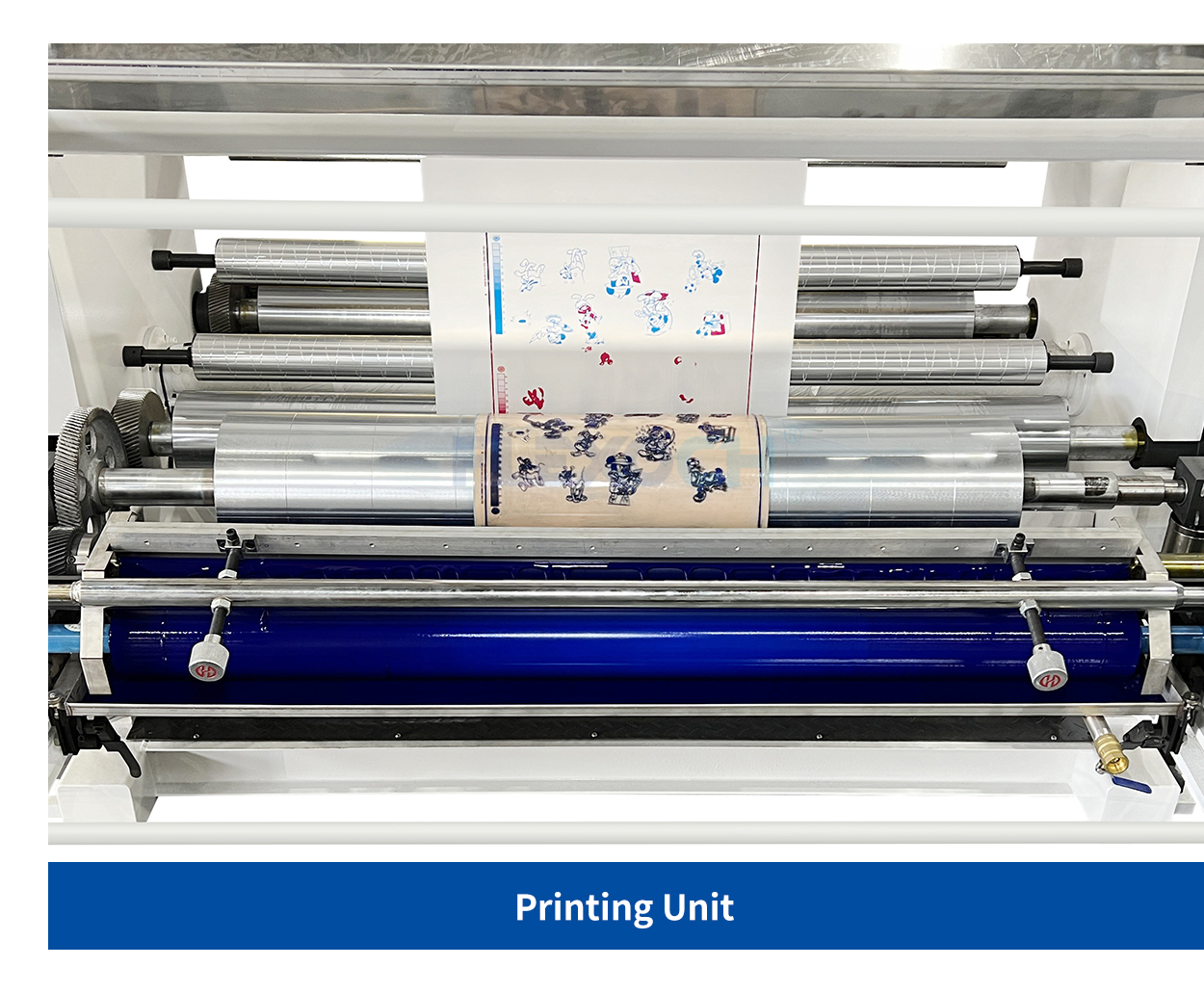
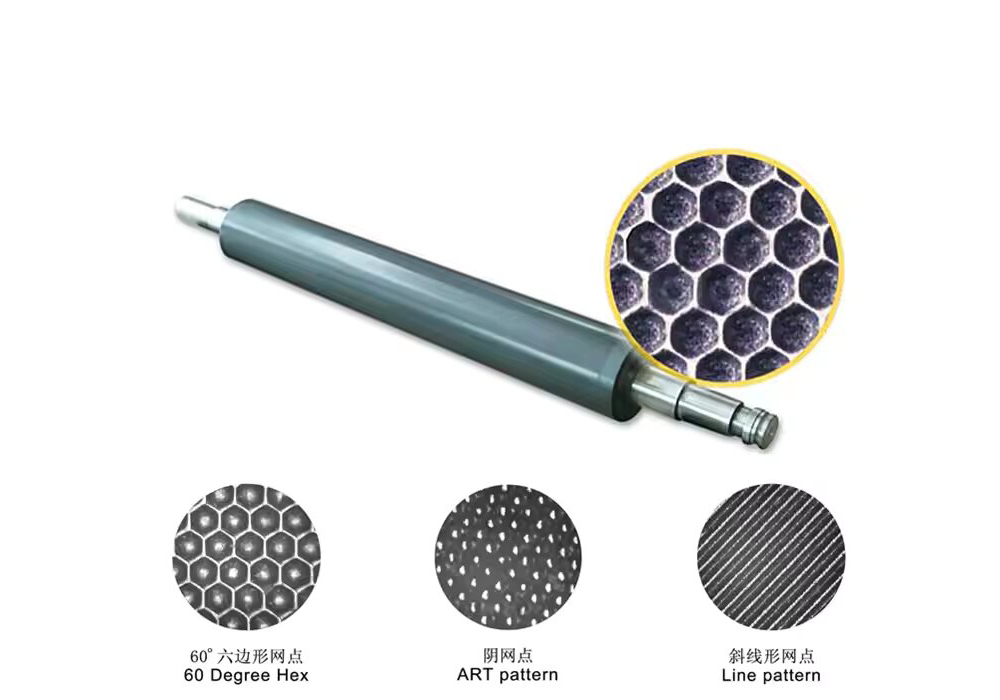
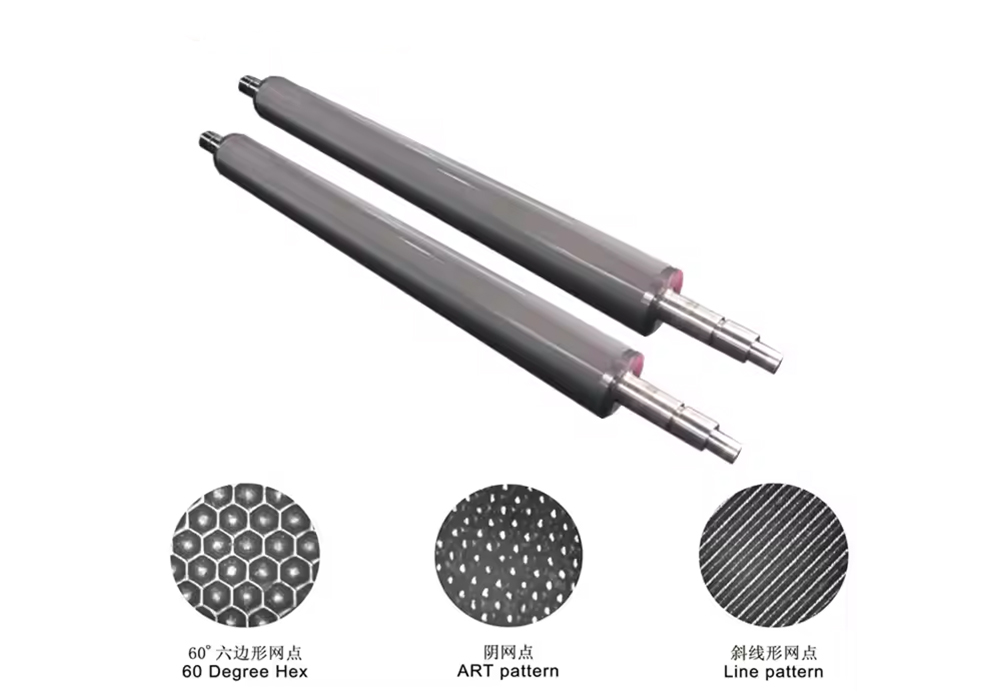
3. அளவீடு தட்டு மற்றும் அனிலாக்ஸ் ரோல் இணக்கத்தன்மை
தட்டு தடிமன், கடினத்தன்மை மற்றும் வேலைப்பாடு துல்லியம் ஆகியவை பதிவை நேரடியாக பாதிக்கின்றன. உயர் தெளிவுத்திறன் கொண்ட தட்டு தயாரிக்கும் தொழில்நுட்பம் புள்ளி ஆதாயத்தைக் குறைத்து பதிவு நிலைத்தன்மையை மேம்படுத்துகிறது. இதற்கிடையில், அனிலாக்ஸ் ரோல் லைன் எண்ணிக்கை தட்டுடன் பொருந்த வேண்டும் - மிக அதிகமாக இருந்தால் போதுமான மை பரிமாற்றம் ஏற்படாமல் போகலாம், அதே நேரத்தில் மிகக் குறைவாக இருந்தால் ஸ்மியர் ஆகலாம், இது மறைமுகமாக பதிவைப் பாதிக்கும்.
ci flexo அச்சு இயந்திரத்திற்கு, அனைத்து அச்சு அலகுகளும் ஒரே இம்ப்ரெஷன் டிரம்மைப் பகிர்ந்து கொள்வதால், தட்டு சுருக்கத்தில் சிறிய மாறுபாடுகளைப் பெருக்க முடியும். அனைத்து அலகுகளிலும் சீரான தட்டு கடினத்தன்மையை உறுதி செய்யவும்.
4. அச்சிடும் அழுத்தம் மற்றும் மை இடும் அமைப்பை சரிசெய்யவும்
அதிகப்படியான அழுத்தம் தகடுகளை சிதைக்கக்கூடும், குறிப்பாக ஸ்டேக் வகை நெகிழ்வு அச்சிடும் இயந்திரத்தில், ஒவ்வொரு அலகும் சுயாதீன அழுத்தத்தைப் பயன்படுத்துகிறது. "ஒளி தொடுதல்" கொள்கையைப் பின்பற்றி, ஒவ்வொரு அலகுக்கும் அழுத்தத்தை அளவீடு செய்யுங்கள் - படத்தை மாற்றுவதற்கு போதுமானது. கூடுதலாக, மை சீரான தன்மை மிகவும் முக்கியமானது - சீரற்ற மை விநியோகம் காரணமாக உள்ளூர் தவறான பதிவைத் தவிர்க்க டாக்டர் பிளேடு கோணம் மற்றும் மை பாகுத்தன்மையை சரிபார்க்கவும்.
CI அழுத்திகளுக்கு, குறுகிய மை பாதை மற்றும் வேகமான பரிமாற்றத்திற்கு மை உலர்த்தும் வேகத்தில் சிறப்பு கவனம் தேவை. தேவைப்பட்டால் ரிடார்டர்களைச் சேர்க்கவும்.
● வீடியோ அறிமுகம்
5. தானியங்கி பதிவு அமைப்புகள் & ஸ்மார்ட் இழப்பீடு ஆகியவற்றைப் பயன்படுத்தவும்.
நவீன ஃப்ளெக்ஸோ பிரஸ்கள் பெரும்பாலும் நிகழ்நேர திருத்தத்திற்கான தானியங்கி பதிவு அமைப்புகளைக் கொண்டுள்ளன. கைமுறை அளவுத்திருத்தம் போதுமானதாக இல்லாவிட்டால், பிழை வடிவங்களை பகுப்பாய்வு செய்ய (எ.கா., அவ்வப்போது ஏற்ற இறக்கங்கள்) மற்றும் இலக்கு சரிசெய்தல்களைச் செய்ய வரலாற்றுத் தரவைப் பயன்படுத்தவும்.
நீண்ட காலமாக இயங்கும் உபகரணங்களுக்கு, குறிப்பாக ஸ்டாக் வகை ஃப்ளெக்ஸோ பிரிண்டிங் இயந்திரத்திற்கு, குறிப்பிட்ட கால இடைவெளியில் முழு-அலகு நேரியல் அளவுத்திருத்தத்தைச் செய்யுங்கள், அங்கு சுயாதீன அலகுகளுக்கு முறையான சீரமைப்பு தேவைப்படுகிறது.
முடிவு: துல்லியப் பதிவு என்பது விவரக் கட்டுப்பாட்டில் உள்ளது.
ஸ்டாக் வகை அல்லது CI ஃப்ளெக்ஸோ அழுத்தங்களைப் பயன்படுத்தினாலும், பதிவு சிக்கல்கள் அரிதாகவே ஒரு காரணியால் ஏற்படுகின்றன, மாறாக இயந்திர, பொருள் மற்றும் செயல்முறை மாறிகளின் இடைவினையால் ஏற்படுகின்றன. முறையான சரிசெய்தல் மற்றும் நன்றாகச் சரிசெய்யப்பட்ட அளவுத்திருத்தம் மூலம், நீங்கள் விரைவாக உற்பத்தியை மீட்டெடுக்கலாம் மற்றும் நீண்டகால அழுத்த நிலைத்தன்மையை மேம்படுத்தலாம்.




இடுகை நேரம்: ஆகஸ்ட்-08-2025